I have recently delved deeper into DEM and Powder Mechanics and have spent hours reading conference proceedings and studies. After a while I had to take a step back and answer the basics. Am I studying granular dynamics or contact mechanics?
In truth, both. Granular dynamic is studied as particle kinematics where we obtain the incremental displacements at contact from the contact reactions. During these interactions we look at particle-particle slip, rotation, normal and tangential forces, energy damping forces, chemical and body forces, among other factors which combined reorient the particle and updates it position and displacements.
Contact mechanics is labeled as the theoretical methods used to describe that force-displacement behavior. There are so many theories and I have mentioned a few in previous post. Most restrict the particle considered to spheres and study the force-displacement behavior as dependent on the material properties, size, surface conditions and in some cases the medium in which these material are interacting. Think soil movement vs a fluidized bed.
Needless to say, which model you use will depend on the problem application being studied. I keep on hand about nine different models that are switched out depending on the study being performed. These models also have a number of variation in behavior if I am also observing cohesive/adhesive forces.
Particle size or scale is one of my driving factors when selecting a theory. If the material we are testing and modeling is being handled at the a small sieve size (a few millimeters in diameter) then a model such one by Deresiewicz, Tsuji, or Hertz is used. If we are working at a larger scale, say pellets or bigger, we will look at models by Luding or Walton. It all depends on the material and how it is being handled. Pneumatic conveying, fluidized beds, overland conveying all have their own set of requirements and challenges.
The study of DEM is all about knowing what methods are at your disposal, knowing when and how to use them, and filling in the gaps with further research. I have no one recommended reading, however, Colin Thornton has studied the various methods extensively and recorded his findings. A good place to start is with his Particle Technology Series: Granular Dynamics, Contact Mechanics, and Particle System Simulations–A DEM study.
I am currently reading The Springer Particle Technology Series Volume 24. It may be a little dense if you are just starting your DEM studies but it is a good resource towards other papers that may be better tailored to your application.
Good luck in your studies! Let me know how it is going and reach out on LinkedIn or here.






 and
and  are the normal and tangential stresses. These parameters characterize the material at particular stress states and can extend the effects of cohesion into the elastic domain in the stress plane. The angle of internal friction and the macroscopic cohesion can be determined with physical tests of shear, compression or tension. Particulate materials are typically tested under compressive loading. Under a uniaxial compression test, the yield strength
are the normal and tangential stresses. These parameters characterize the material at particular stress states and can extend the effects of cohesion into the elastic domain in the stress plane. The angle of internal friction and the macroscopic cohesion can be determined with physical tests of shear, compression or tension. Particulate materials are typically tested under compressive loading. Under a uniaxial compression test, the yield strength  of the material can be derived by:
of the material can be derived by:
 and c characterize the strength of the material. The straight line represents the linear failure envelope that is obtained from the shear strength of a material at a particular state of stress in the material.
and c characterize the strength of the material. The straight line represents the linear failure envelope that is obtained from the shear strength of a material at a particular state of stress in the material.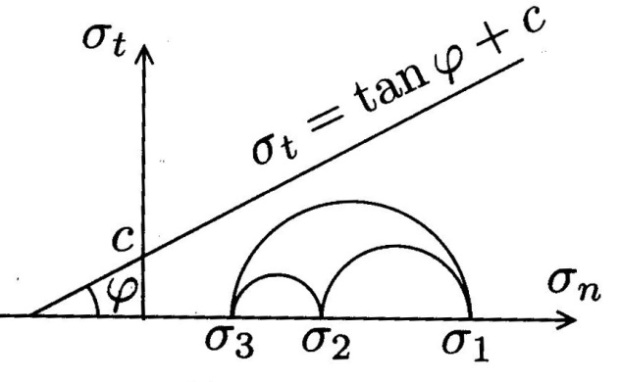

 > 0. (d) The evolution of the normal force as a function
> 0. (d) The evolution of the normal force as a function  where represents the energy per unit area to break the cohesive contact [1].
where represents the energy per unit area to break the cohesive contact [1]. and the depth of cut
and the depth of cut  as seen in the figure below of value
as seen in the figure below of value  .
.
 with the surface.
with the surface. is reached immediately upon impact. This is for the traction analysis so that the particle cutting face is of uniform width which is large compared to the depth of cut. The volume of material removed by the particle is then taken as the product of the area swept out by the particle tip and the width of the cutting face.
is reached immediately upon impact. This is for the traction analysis so that the particle cutting face is of uniform width which is large compared to the depth of cut. The volume of material removed by the particle is then taken as the product of the area swept out by the particle tip and the width of the cutting face. if
if 
 if
if 
 = the volume of material removed
= the volume of material removed = the mass of the particle or effective mass of the particles impacting the surface
= the mass of the particle or effective mass of the particles impacting the surface = the velocity of impact
= the velocity of impact = constant of plastic flow stress
= constant of plastic flow stress = ratio of depth of contact to depth of cut
= ratio of depth of contact to depth of cut = angle of impact
= angle of impact = ratio between the normal force and the shear force
= ratio between the normal force and the shear force




 . The penetration length is defined as
. The penetration length is defined as  . The contact area radius is defined by
. The contact area radius is defined by  .
. m, the contact radius is defined by:
m, the contact radius is defined by:



 is even smaller and we may omit it. Therefore,
is even smaller and we may omit it. Therefore,  and the cross sectional area is defined by:
and the cross sectional area is defined by:  .
.


 at t = 0, we need to take the first derivative of the position equation
at t = 0, we need to take the first derivative of the position equation








 ,
, 




 ,
, 

 and
and  combined with the linear definition of the coefficient of restitution, e, which is given by:
combined with the linear definition of the coefficient of restitution, e, which is given by:





![(\sqrt{1-\zeta^2}) [ln(e)]^2 = \pi^2 \zeta^2](https://s0.wp.com/latex.php?latex=%28%5Csqrt%7B1-%5Czeta%5E2%7D%29+%5Bln%28e%29%5D%5E2+%3D+%5Cpi%5E2+%5Czeta%5E2&bg=f3f3f3&fg=404040&s=0&c=20201002)
![[ln(e)]^2 - \zeta^2 [ln(e)]^2 = \pi^2 \zeta^2](https://s0.wp.com/latex.php?latex=%5Bln%28e%29%5D%5E2+-+%5Czeta%5E2+%5Bln%28e%29%5D%5E2+%3D+%5Cpi%5E2+%5Czeta%5E2&bg=f3f3f3&fg=404040&s=0&c=20201002)
![\pi^2 \zeta^2 + \zeta^2 [ln(e)]^2 = [lkn(e)]^2](https://s0.wp.com/latex.php?latex=%5Cpi%5E2+%5Czeta%5E2+%2B+%5Czeta%5E2+%5Bln%28e%29%5D%5E2+%3D+%5Blkn%28e%29%5D%5E2&bg=f3f3f3&fg=404040&s=0&c=20201002)
![\zeta^2 (\pi^2 + [ln(e)]^2) = [ln(e)]^2](https://s0.wp.com/latex.php?latex=%5Czeta%5E2+%28%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%29+%3D+%5Bln%28e%29%5D%5E2&bg=f3f3f3&fg=404040&s=0&c=20201002)
![\zeta^2 = \frac{[ln(e)]^2}{\pi^2 + [ln(e)]^2}](https://s0.wp.com/latex.php?latex=%5Czeta%5E2+%3D+%5Cfrac%7B%5Bln%28e%29%5D%5E2%7D%7B%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%7D&bg=f3f3f3&fg=404040&s=0&c=20201002)

![(\frac{c}{2 \sqrt{km}})^2 = \frac{[ln(e)]^2}{\pi^2 + [ln(e)]^2}](https://s0.wp.com/latex.php?latex=%28%5Cfrac%7Bc%7D%7B2+%5Csqrt%7Bkm%7D%7D%29%5E2+%3D%C2%A0%5Cfrac%7B%5Bln%28e%29%5D%5E2%7D%7B%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%7D&bg=f3f3f3&fg=404040&s=0&c=20201002)
![\sqrt{(\frac{c}{2 \sqrt{km}})^2 }= \sqrt{\frac{[ln(e)]^2}{\pi^2 + [ln(e)]^2}}](https://s0.wp.com/latex.php?latex=%5Csqrt%7B%28%5Cfrac%7Bc%7D%7B2+%5Csqrt%7Bkm%7D%7D%29%5E2+%7D%3D+%5Csqrt%7B%5Cfrac%7B%5Bln%28e%29%5D%5E2%7D%7B%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%7D%7D&bg=f3f3f3&fg=404040&s=0&c=20201002)
![\frac{c}{2 \sqrt{km}}= \frac{ln(e)}{\sqrt{\pi^2 + [ln(e)]^2}}](https://s0.wp.com/latex.php?latex=%5Cfrac%7Bc%7D%7B2+%5Csqrt%7Bkm%7D%7D%3D+%5Cfrac%7Bln%28e%29%7D%7B%5Csqrt%7B%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%7D%7D&bg=f3f3f3&fg=404040&s=0&c=20201002)
![c = \frac{2\sqrt{km}ln(e)}{\sqrt{\pi^2 + [ln(e)]^2}} = \frac{2\sqrt{km}ln(\frac{1}{e})}{\sqrt{\pi^2 + [ln(\frac{1}{e})]^2}}](https://s0.wp.com/latex.php?latex=c+%3D%C2%A0%5Cfrac%7B2%5Csqrt%7Bkm%7Dln%28e%29%7D%7B%5Csqrt%7B%5Cpi%5E2+%2B+%5Bln%28e%29%5D%5E2%7D%7D+%3D+%5Cfrac%7B2%5Csqrt%7Bkm%7Dln%28%5Cfrac%7B1%7D%7Be%7D%29%7D%7B%5Csqrt%7B%5Cpi%5E2+%2B+%5Bln%28%5Cfrac%7B1%7D%7Be%7D%29%5D%5E2%7D%7D&bg=f3f3f3&fg=404040&s=0&c=20201002)
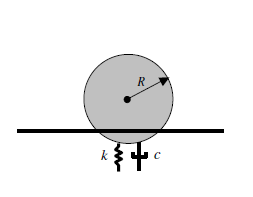




 is the relationship between the damping of the system relative to critical damping
is the relationship between the damping of the system relative to critical damping  is the natural frequency of simple harmonic oscillation
is the natural frequency of simple harmonic oscillation

 can be described by
can be described by 









 and
and 



 and
and  . The mass damping ratio parameter is
. The mass damping ratio parameter is  and
and  is the natural undamped circular frequency of the mass-spring system. The result of this analysis determines the value of viscous damper as a function of particle mass, normal contact stiffness and the coefficient of restitution.
is the natural undamped circular frequency of the mass-spring system. The result of this analysis determines the value of viscous damper as a function of particle mass, normal contact stiffness and the coefficient of restitution.
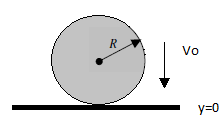
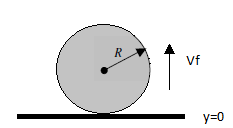
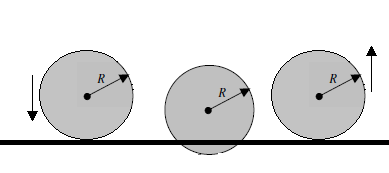
 to the initial normal component impact velocity
to the initial normal component impact velocity  . Then the coefficient of restitution e is
. Then the coefficient of restitution e is

 and
and  are the initial height of the ball when released with zero velocity and the maximum height of the ball after impact, respectively.
are the initial height of the ball when released with zero velocity and the maximum height of the ball after impact, respectively.